
















- From the Blog
Supporting the metal fabricating industry through FMA

- By Dan Davis
The Fabricators and Manufacturers Association’s board chair provides a look at his tenure and some of the reasons why he enjoys the role so much.



Exclusive to Members
- From the Fabrinomics Newsletter

Economic Mood: How Long Does This Last?
Does the global economy deliberately seek to make a fool of economists, or do we do a great job of this on our own? For the past two years there has been an expectation of doom and gloom. We were convinced that recession was imminent in 2023, but every quarter saw remarkable growth in the …



Fabrinomics® is an official publication of the Fabricators and Manufacturers Association and is available exclusively for members. Join FMA.
-

- From The Fabricator

- Industry News
- Compact weld camera monitors TIG, plasma processes
- Alinabal Group names VP of sales and business development
- The 22nd annual Great Designs in Steel symposium returns May 22
- Gas mixer delivers precise mixture adjustments quickly for laser welding
- Omco Solar opens second Alabama manufacturing facility
- Zekelman Industries to invest $120 million in Arkansas expansion
- HGG Profiling Equipment names area sales manager
- Master Steel expands in South Carolina
- Benteler announces $21 million Louisiana expansion
- Wilson Tool names CCO
- Podcasting

In this episode of The Fabricator Podcast, Caleb Chamberlain, co-founder and CEO of OSH Cut, discusses his company’s...
- Latest from Our Publications

-
- From The Fabricator
L3Harris to create 80 jobs in Virginia
L3Harris Technologies has announced expansion plans to increase domestic production of solid rocket motors for national security. Most of the $41.2 million investment will come from the cooperative agreement that Aerojet Rocketdyne, an L3Harris company, signed with the Defense Department in 2023....

Brushless copper tubing cutter adjusts to ODs up to 2-1/8 in.
Milwaukee has introduced the new M12 brushless 1-1/4- to 2-in. copper tubing cutter.
-
- From The Fabricator

Mid Atlantic Machinery regional sales manager retires
Mid Atlantic Machinery has announced the retirement of Dave Wetzel, regional sales manager for eastern Pennsylvania. He has been with the company since 2006.
-
- From The Fabricator
Economic activity predicted to be steady as workforce expansion slows, says report
Metal forming manufacturers predict little change in economic activity over the next three months, a trend that has held steady since the start of the year, according to the April 2024 Precision Metalforming Association Business Conditions Report. Prepared monthly, the report provides an economic...
-
- From The Fabricator

Hypertherm Associates implements Rapyuta Robotics AMRs in warehouse
Hanover, N.H.-based Hypertherm Associates, a manufacturer of industrial cutting systems and software, has implemented Rapyuta Robotics pick-assist autonomous mobile robots (AMRs) in its warehousing operation.
-
- From The Fabricator
Netform announces merger with Vickers Engineering
Netform, a Torque Capital Group portfolio company, has completed its merger with Vickers Engineering Inc.
-
- From The Fabricator
Finishing machine performs multiple processes with rapid media changeover
Mid Atlantic Machinery has introduced the Finishline Oxy 2550 5D finishing system.
-
- From The Fabricator

Wheel line expanded to accommodate heavy-duty industries
Hamilton Caster has announced the expansion of its Nylast wheel line to include sizes up to 24 in. dia., tripling its current load capacity of the series.
-
- From The Fabricator
Protomet to expand manufacturing presence in Tennessee
Protomet Corp., a Loudon, Tenn.-based firm offering design, engineering, and manufacturing services to the automotive, boating, and homeland security sectors, has announced it will establish operations in Rockwood, Tenn. The $25 million project, which involves the acquisition and retrofit of...
International Pipe announces asset purchase of Big Bear Pipe & Steel
International Pipe, Oklahoma City, has announced the asset purchase of Big Bear Pipe & Steel, formerly known as R.B. Jacobson Inc., located in Hesperia, Calif.
BLM GROUP appoints Intermountain regional manager
BLM GROUP USA, a manufacturer of tube and flat sheet processing equipment in Novi, Mich., has hired Jeremy George as its Intermountain regional sales manager covering Utah, Arizona, Colorado, and New Mexico.
-
- From The Fabricator

Gema welcomes controller
Indianapolis-based powder coating equipment manufacturer Gema USA Inc. has added Alicia Czyszczon as controller.

3D laser tube cutting system available in 3, 4, or 5 kW
BLM GROUP USA has introduced the LT12 lasertube system for cutting light and heavy tubes and profiles up to 305 mm dia.
-
- From The Fabricator

Hyster recognizes Dealers of Distinction for 2023
Lift truck manufacturer Hyster Co., Greenville, N.C., has announced the recipients of its 2023 Dealer of Distinction Award, recognizing individual dealer performance and success during the year.
-

- From The Welder

ESAB unveils Texas facility renovation
ESAB held a ribbon-cutting ceremony to officially open its newly renovated facility in Denton, Texas.
subscribe now

The Fabricator is North America's leading magazine for the metal forming and fabricating industry. The magazine delivers the news, technical articles, and case histories that enable fabricators to do their jobs more efficiently. The Fabricator has served the industry since 1970.
start your free subscription- Trending Articles
1
How to set a press brake backgauge manually

2
Capturing, recording equipment inspection data for FMEA

3
Tips for creating sheet metal tubes with perforations

4
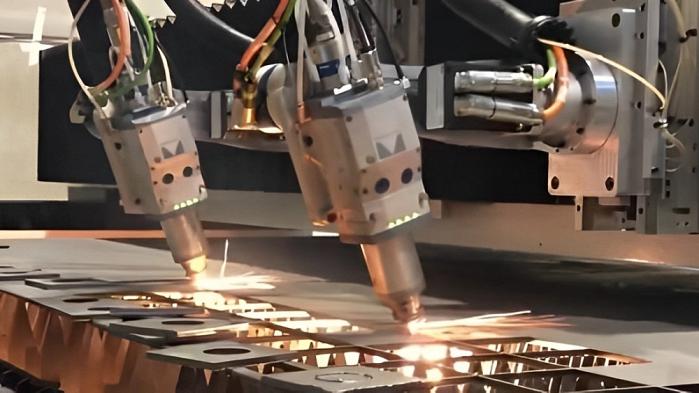
Are two heads better than one in fiber laser cutting?

5
Zekelman Industries to invest $120 million in Arkansas expansion
